Разработка серии приборов для предприятий цветной металлургии
Разработка серии приборов для предприятий цветной металлургии.
Обоснование.
Предприятия цветной металлургии России, в частности алюминиевые и магниевые заводы, подверглись в последнее десятилетие существенной модернизации.
Все надежнее работают системы автоматизированного управления (например, АПГ на алюминиевых заводах), совершенствуются средства контроля за технологическим процессом, в том числе средства измерений.
СИ, используемые на указанных предприятиях подразделятся на стационарные (размещаемые, например, в химико-аналитических лабораториях) и переносные (мобильные), используемые непосредственно на основных агрегатах производств.
Среди мобильных средств измерений самое массовое применение нашли приборы для измерения температур солевых расплавов в основных агрегатах – электролизерах.
Долгая практика измерения температур расплавленных солевых сред, отличающихся высокой химической активностью, заставляла принимать меры к защите «горячих» спаев термопар от агрессивного воздействия электролитов. Поэтому, при всем многообразии использования регистрирующей части приборов для замеров температур, периферийная часть – датчик – становился все более громоздким, хорошо защищенным от коррозии, пригодным к многократному использованию. Одновременно, возрастала длительность единичного замера, даже хорошо прогретой концевой частью, в силу высокой инерционности конструкции.
Альтернативный путь в развитии термоизмерительных приборов – использование кабельных термопар (например, производства компании «ТЕСЕЙ» г. Обнинск), способных из-за малой инерции производить не только экспресс-замер рабочей температуры, но и выполнять некоторые иные функции. В частности, перспективным направлением в совершенствовании термоизмерительных приборов следует считать приборы, совмещающие функцию замеров рабочей температуры с анализом кривой охлаждения с целью определения точки ликвидуса электролита.
2.Выбор приборов, подлежащих разработке.
1.Прибор для измерения рабочих температур и температур первичной кристаллизации (точки «ликвидус») многокомпонентных солевых электролитов.
Прибор может быть использован на предприятиях магниевой промышленности – для определения концентраций хлорида магния в электролизерах поточных линий.
2.Прибор для оперативного измерения степени перегрева (разности рабочей температуры и температуры начала кристаллизации) электролитов алюминиевых электролизеров.
Прибор предназначен для использования в алюминиевой промышленности на электролизерах любых типов.
3.Прибор для экспресс-определения концентрации глинозема в электролитах алюминиевых электролизеров.
Прибор предназначен для использования в алюминиевой промышленности на электролизерах любых типов для контроля (отладки) работы автоматизированных систем питания глиноземом (систем АПГ).
3.Технические задания на разработку приборов.
1.Прибор для измерения рабочих температур и температур первичной кристаллизации (точки «ликвидус») многокомпонентных солевых электролитов – для предприятий магниевой промышленности.
1. Назначение
Прибор предназначен для:
- оперативного измерения температуры расплава электролита в ваннах промышленных электролизеров tванны , температуры первичной кристаллизации (ликвидус) tликв и определения концентрации хлористого магния CMgCl2
- измерения и запоминания кривых охлаждения проб электролита для последующей передачи в технологический компьютер.
Прибор предназначен для эксплуатации в условиях электролизного цеха при окружающей температуре –20...+40 ºС.
2. Технические характеристики
Диапазон измеряемых температур 0..1023.8 °С
Абсолютная погрешность измерения температуры – не более ±1 °С при индивидуальной калибровке в комплекте с датчиком.
Рабочий диапазон измерения tликв – 580..700 °С
Абсолютная погрешность определения tликв – не более ±2 °С
Разрешение при определении точек кривой охлаждения – 0.1°С
Функция преобразования CMgCl2 = f(Dt) – соответствует электролитам на основе:
а) карналлита;
б) хлорида магния
Погрешность определения CMgCl2 – не более 0.5%
Разрешение при определении CMgCl2 – 0.1%
Питание – автономное (аккумуляторы). Время непрерывной работы без подзарядки – не менее 8 часов.
3. Состав
Прибор состоит из двух основных подсистем:
а) щупа с чувствительным элементом и пробоотборником и
б) электронного блока.
Комплектация прибора приведена в табл.1.
4. Устройство и работа
Принцип работы основан на измерении температуры пробы электролита в процессе ее естественного охлаждения и кристаллизации с помощью малоинерционной термопары стандартной градуировки ХА (типа К). Когда при охлаждении достигается температура ликвидус (температура начала кристаллизации) за счет выделения теплоты кристаллизации скорость падения температуры замедляется. На кривой охлаждения появляется перегиб. Выявление точки этого перегиба позволяет определить температуру ликвидус.
Концентрация CMgCl2 связана с температурой ликвидус монотонной обратной зависимостью, параметры которой определяются содержанием компонентов электролита. Прибор может быть калиброван по CMgCl2 для любого состава электролита с известным содержанием нерасходуемых компонентов (KCl, NaCl, CaCl2). В базовом варианте прибор калиброван по электролиту на основе карналлита с массовым отношением KCl:NaCl, равным 2.87 и по хлормагниевому электролиту с отношением 1.43.
Устройство прибора.
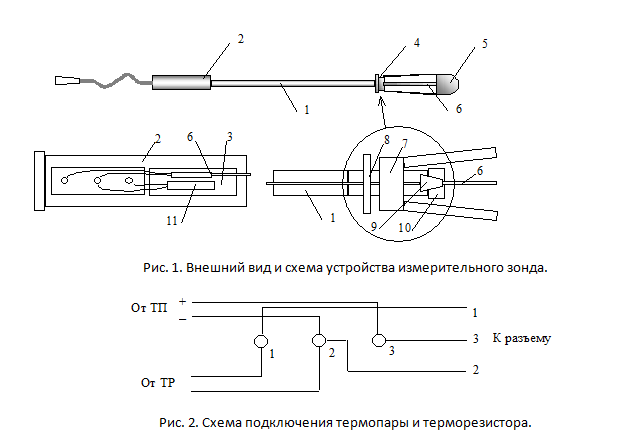
В состав измерительного зонда (рис. 1) входят несущая арматура 1, рукоятка оператора 2 с размещенным внутри ее блоком термостатирования 3, узел 4 крепления пробоотборника и датчика, пробоотборник 5 и датчик 6.
Пробоотборник 5 навинчивается на наконечник с помощью гайки 7 и фиксируется с помощью контргайки 8.
Датчик – малоинерционная термопара (ТП), изготовленная из термопарного кабеля, пропускается внутри несущей арматуры и фиксируется от осевого перемещения с помощью цанги 9, зажимаемой фигурной гайкой 10. Для увеличения жесткости ТП и предохранения ее от агрессивных паров электролита рекомендуется надевать на выступающую из зонда часть ТП защитную трубку, оставляя при этом свободной рабочую (чувствительную) часть ТП длиной 3-5 мм.
Путем перемещения ТП вместе с защитной трубкой в цанге и пробоотборника с крепящей гайкой выбирается оптимальное положение рабочего конца ТП относительно поверхности электролита, после чего положение ТП и пробоотборника фиксируется.
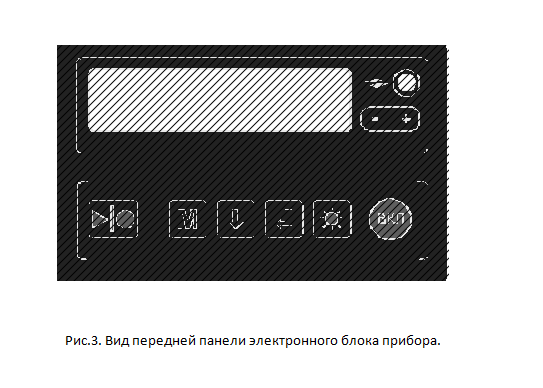
Удлинительные провода ТП подсоединяются к кабелю посредством резьбовых шпилек и гаек с шайбами, расположенных в блоке термокомпенсации. К этим же шпилькам подсоединяются выводы терморезистора 11, расположенного в термоблоке и предназначенного для компенсации температуры холодных концов ТП. Схема соединения приведена на рис.2. Кабель заканчивается трехконтактным разъемом для подключения к электронному блоку – измерителю температур перегрева электролита (ИТПЭ)
Таблица 1
|
Наименование |
Кол. |
Примечание |
|
Прибор – электронный блок |
1 |
|
|
Адаптер питания |
1 |
|
|
Зонд в сборе |
1 |
|
|
Термопара с компенсационными проводами |
|
|
|
Защитная трубка для термопары |
|
|
|
Пробоотборник |
|
|
|
Кабель связи с компьютером |
1 |
|
|
Плечевой ремень |
|
|
|
Диск с программным обеспечением |
1 |
|
Внешний вид передней панели прибора приведен на рис. 3, служебной панели – на рис. 4.
Разработка серии приборов для предприятий цветной металлургии.
Обоснование.
Предприятия цветной металлургии России, в частности алюминиевые и магниевые заводы, подверглись в последнее десятилетие существенной модернизации.
Все надежнее работают системы автоматизированного управления (например, АПГ на алюминиевых заводах), совершенствуются средства контроля за технологическим процессом, в том числе средства измерений.
СИ, используемые на указанных предприятиях подразделятся на стационарные (размещаемые, например, в химико-аналитических лабораториях) и переносные (мобильные), используемые непосредственно на основных агрегатах производств.
Среди мобильных средств измерений самое массовое применение нашли приборы для измерения температур солевых расплавов в основных агрегатах – электролизерах.
Долгая практика измерения температур расплавленных солевых сред, отличающихся высокой химической активностью, заставляла принимать меры к защите «горячих» спаев термопар от агрессивного воздействия электролитов. Поэтому, при всем многообразии использования регистрирующей части приборов для замеров температур, периферийная часть – датчик – становился все более громоздким, хорошо защищенным от коррозии, пригодным к многократному использованию. Одновременно, возрастала длительность единичного замера, даже хорошо прогретой концевой частью, в силу высокой инерционности конструкции.
Альтернативный путь в развитии термоизмерительных приборов – использование кабельных термопар (например, производства компании «ТЕСЕЙ» г. Обнинск), способных из-за малой инерции производить не только экспресс-замер рабочей температуры, но и выполнять некоторые иные функции. В частности, перспективным направлением в совершенствовании термоизмерительных приборов следует считать приборы, совмещающие функцию замеров рабочей температуры с анализом кривой охлаждения с целью определения точки ликвидуса электролита.
2.Выбор приборов, подлежащих разработке.
1.Прибор для измерения рабочих температур и температур первичной кристаллизации (точки «ликвидус») многокомпонентных солевых электролитов.
Прибор может быть использован на предприятиях магниевой промышленности – для определения концентраций хлорида магния в электролизерах поточных линий.
2.Прибор для оперативного измерения степени перегрева (разности рабочей температуры и температуры начала кристаллизации) электролитов алюминиевых электролизеров.
Прибор предназначен для использования в алюминиевой промышленности на электролизерах любых типов.
3.Прибор для экспресс-определения концентрации глинозема в электролитах алюминиевых электролизеров.
Прибор предназначен для использования в алюминиевой промышленности на электролизерах любых типов для контроля (отладки) работы автоматизированных систем питания глиноземом (систем АПГ).
3.Технические задания на разработку приборов.
1.Прибор для измерения рабочих температур и температур первичной кристаллизации (точки «ликвидус») многокомпонентных солевых электролитов – для предприятий магниевой промышленности.
1. Назначение
Прибор предназначен для:
- оперативного измерения температуры расплава электролита в ваннах промышленных электролизеров tванны , температуры первичной кристаллизации (ликвидус) tликв и определения концентрации хлористого магния CMgCl2
- измерения и запоминания кривых охлаждения проб электролита для последующей передачи в технологический компьютер.
Прибор предназначен для эксплуатации в условиях электролизного цеха при окружающей температуре –20...+40 ºС.
2. Технические характеристики
Диапазон измеряемых температур 0..1023.8 °С
Абсолютная погрешность измерения температуры – не более ±1 °С при индивидуальной калибровке в комплекте с датчиком.
Рабочий диапазон измерения tликв – 580..700 °С
Абсолютная погрешность определения tликв – не более ±2 °С
Разрешение при определении точек кривой охлаждения – 0.1°С
Функция преобразования CMgCl2 = f(Dt) – соответствует электролитам на основе:
а) карналлита;
б) хлорида магния
Погрешность определения CMgCl2 – не более 0.5%
Разрешение при определении CMgCl2 – 0.1%
Питание – автономное (аккумуляторы). Время непрерывной работы без подзарядки – не менее 8 часов.
3. Состав
Прибор состоит из двух основных подсистем:
а) щупа с чувствительным элементом и пробоотборником и
б) электронного блока.
Комплектация прибора приведена в табл.1.
4. Устройство и работа
Принцип работы основан на измерении температуры пробы электролита в процессе ее естественного охлаждения и кристаллизации с помощью малоинерционной термопары стандартной градуировки ХА (типа К). Когда при охлаждении достигается температура ликвидус (температура начала кристаллизации) за счет выделения теплоты кристаллизации скорость падения температуры замедляется. На кривой охлаждения появляется перегиб. Выявление точки этого перегиба позволяет определить температуру ликвидус.
Концентрация CMgCl2 связана с температурой ликвидус монотонной обратной зависимостью, параметры которой определяются содержанием компонентов электролита. Прибор может быть калиброван по CMgCl2 для любого состава электролита с известным содержанием нерасходуемых компонентов (KCl, NaCl, CaCl2). В базовом варианте прибор калиброван по электролиту на основе карналлита с массовым отношением KCl:NaCl, равным 2.87 и по хлормагниевому электролиту с отношением 1.43.
Устройство прибора.
В состав измерительного зонда (рис. 1) входят несущая арматура 1, рукоятка оператора 2 с размещенным внутри ее блоком термостатирования 3, узел 4 крепления пробоотборника и датчика, пробоотборник 5 и датчик 6.
Пробоотборник 5 навинчивается на наконечник с помощью гайки 7 и фиксируется с помощью контргайки 8.
Датчик – малоинерционная термопара (ТП), изготовленная из термопарного кабеля, пропускается внутри несущей арматуры и фиксируется от осевого перемещения с помощью цанги 9, зажимаемой фигурной гайкой 10. Для увеличения жесткости ТП и предохранения ее от агрессивных паров электролита рекомендуется надевать на выступающую из зонда часть ТП защитную трубку, оставляя при этом свободной рабочую (чувствительную) часть ТП длиной 3-5 мм.
Путем перемещения ТП вместе с защитной трубкой в цанге и пробоотборника с крепящей гайкой выбирается оптимальное положение рабочего конца ТП относительно поверхности электролита, после чего положение ТП и пробоотборника фиксируется.
Удлинительные провода ТП подсоединяются к кабелю посредством резьбовых шпилек и гаек с шайбами, расположенных в блоке термокомпенсации. К этим же шпилькам подсоединяются выводы терморезистора 11, расположенного в термоблоке и предназначенного для компенсации температуры холодных концов ТП. Схема соединения приведена на рис.2. Кабель заканчивается трехконтактным разъемом для подключения к электронному блоку – измерителю температур перегрева электролита (ИТПЭ)
Таблица 1
|
Наименование |
Кол. |
Примечание |
|
Прибор – электронный блок |
1 |
|
|
Адаптер питания |
1 |
|
|
Зонд в сборе |
1 |
|
|
Термопара с компенсационными проводами |
|
|
|
Защитная трубка для термопары |
|
|
|
Пробоотборник |
|
|
|
Кабель связи с компьютером |
1 |
|
|
Плечевой ремень |
|
|
|
Диск с программным обеспечением |
1 |
|
Внешний вид передней панели прибора приведен на рис. 3, служебной панели – на рис. 4.
Разработка серии приборов для предприятий цветной металлургии.
Обоснование.
Предприятия цветной металлургии России, в частности алюминиевые и магниевые заводы, подверглись в последнее десятилетие существенной модернизации.
Все надежнее работают системы автоматизированного управления (например, АПГ на алюминиевых заводах), совершенствуются средства контроля за технологическим процессом, в том числе средства измерений.
СИ, используемые на указанных предприятиях подразделятся на стационарные (размещаемые, например, в химико-аналитических лабораториях) и переносные (мобильные), используемые непосредственно на основных агрегатах производств.
Среди мобильных средств измерений самое массовое применение нашли приборы для измерения температур солевых расплавов в основных агрегатах – электролизерах.
Долгая практика измерения температур расплавленных солевых сред, отличающихся высокой химической активностью, заставляла принимать меры к защите «горячих» спаев термопар от агрессивного воздействия электролитов. Поэтому, при всем многообразии использования регистрирующей части приборов для замеров температур, периферийная часть – датчик – становился все более громоздким, хорошо защищенным от коррозии, пригодным к многократному использованию. Одновременно, возрастала длительность единичного замера, даже хорошо прогретой концевой частью, в силу высокой инерционности конструкции.
Альтернативный путь в развитии термоизмерительных приборов – использование кабельных термопар (например, производства компании «ТЕСЕЙ» г. Обнинск), способных из-за малой инерции производить не только экспресс-замер рабочей температуры, но и выполнять некоторые иные функции. В частности, перспективным направлением в совершенствовании термоизмерительных приборов следует считать приборы, совмещающие функцию замеров рабочей температуры с анализом кривой охлаждения с целью определения точки ликвидуса электролита.
2.Выбор приборов, подлежащих разработке.
1.Прибор для измерения рабочих температур и температур первичной кристаллизации (точки «ликвидус») многокомпонентных солевых электролитов.
Прибор может быть использован на предприятиях магниевой промышленности – для определения концентраций хлорида магния в электролизерах поточных линий.
2.Прибор для оперативного измерения степени перегрева (разности рабочей температуры и температуры начала кристаллизации) электролитов алюминиевых электролизеров.
Прибор предназначен для использования в алюминиевой промышленности на электролизерах любых типов.
3.Прибор для экспресс-определения концентрации глинозема в электролитах алюминиевых электролизеров.
Прибор предназначен для использования в алюминиевой промышленности на электролизерах любых типов для контроля (отладки) работы автоматизированных систем питания глиноземом (систем АПГ).
3.Технические задания на разработку приборов.
1.Прибор для измерения рабочих температур и температур первичной кристаллизации (точки «ликвидус») многокомпонентных солевых электролитов – для предприятий магниевой промышленности.
1. Назначение
Прибор предназначен для:
- оперативного измерения температуры расплава электролита в ваннах промышленных электролизеров tванны , температуры первичной кристаллизации (ликвидус) tликв и определения концентрации хлористого магния CMgCl2
- измерения и запоминания кривых охлаждения проб электролита для последующей передачи в технологический компьютер.
Прибор предназначен для эксплуатации в условиях электролизного цеха при окружающей температуре –20...+40 ºС.
2. Технические характеристики
Диапазон измеряемых температур 0..1023.8 °С
Абсолютная погрешность измерения температуры – не более ±1 °С при индивидуальной калибровке в комплекте с датчиком.
Рабочий диапазон измерения tликв – 580..700 °С
Абсолютная погрешность определения tликв – не более ±2 °С
Разрешение при определении точек кривой охлаждения – 0.1°С
Функция преобразования CMgCl2 = f(Dt) – соответствует электролитам на основе:
а) карналлита;
б) хлорида магния
Погрешность определения CMgCl2 – не более 0.5%
Разрешение при определении CMgCl2 – 0.1%
Питание – автономное (аккумуляторы). Время непрерывной работы без подзарядки – не менее 8 часов.
3. Состав
Прибор состоит из двух основных подсистем:
а) щупа с чувствительным элементом и пробоотборником и
б) электронного блока.
Комплектация прибора приведена в табл.1.
4. Устройство и работа
Принцип работы основан на измерении температуры пробы электролита в процессе ее естественного охлаждения и кристаллизации с помощью малоинерционной термопары стандартной градуировки ХА (типа К). Когда при охлаждении достигается температура ликвидус (температура начала кристаллизации) за счет выделения теплоты кристаллизации скорость падения температуры замедляется. На кривой охлаждения появляется перегиб. Выявление точки этого перегиба позволяет определить температуру ликвидус.
Концентрация CMgCl2 связана с температурой ликвидус монотонной обратной зависимостью, параметры которой определяются содержанием компонентов электролита. Прибор может быть калиброван по CMgCl2 для любого состава электролита с известным содержанием нерасходуемых компонентов (KCl, NaCl, CaCl2). В базовом варианте прибор калиброван по электролиту на основе карналлита с массовым отношением KCl:NaCl, равным 2.87 и по хлормагниевому электролиту с отношением 1.43.
Устройство прибора.
В состав измерительного зонда (рис. 1) входят несущая арматура 1, рукоятка оператора 2 с размещенным внутри ее блоком термостатирования 3, узел 4 крепления пробоотборника и датчика, пробоотборник 5 и датчик 6.
Пробоотборник 5 навинчивается на наконечник с помощью гайки 7 и фиксируется с помощью контргайки 8.
Датчик – малоинерционная термопара (ТП), изготовленная из термопарного кабеля, пропускается внутри несущей арматуры и фиксируется от осевого перемещения с помощью цанги 9, зажимаемой фигурной гайкой 10. Для увеличения жесткости ТП и предохранения ее от агрессивных паров электролита рекомендуется надевать на выступающую из зонда часть ТП защитную трубку, оставляя при этом свободной рабочую (чувствительную) часть ТП длиной 3-5 мм.
Путем перемещения ТП вместе с защитной трубкой в цанге и пробоотборника с крепящей гайкой выбирается оптимальное положение рабочего конца ТП относительно поверхности электролита, после чего положение ТП и пробоотборника фиксируется.
Удлинительные провода ТП подсоединяются к кабелю посредством резьбовых шпилек и гаек с шайбами, расположенных в блоке термокомпенсации. К этим же шпилькам подсоединяются выводы терморезистора 11, расположенного в термоблоке и предназначенного для компенсации температуры холодных концов ТП. Схема соединения приведена на рис.2. Кабель заканчивается трехконтактным разъемом для подключения к электронному блоку – измерителю температур перегрева электролита (ИТПЭ)
Таблица 1
|
Наименование |
Кол. |
Примечание |
|
Прибор – электронный блок |
1 |
|
|
Адаптер питания |
1 |
|
|
Зонд в сборе |
1 |
|
|
Термопара с компенсационными проводами |
|
|
|
Защитная трубка для термопары |
|
|
|
Пробоотборник |
|
|
|
Кабель связи с компьютером |
1 |
|
|
Плечевой ремень |
|
|
|
Диск с программным обеспечением |
1 |
|
Внешний вид передней панели прибора приведен на рис. 3, служебной панели – на рис. 4.
1. Органы управления электронного блока.
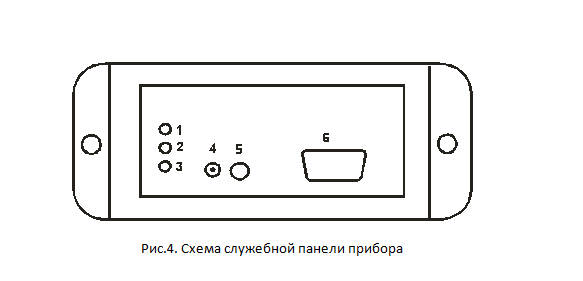
Назначение кнопок передней панели (см. рис.3):
«ВКЛ» –включение/выключение питания прибора.
«☼» – включение/выключение подсветки ЖКИ.
«Старт/стоп» «►│●» используется для начала/окончания анализа кривой охлаждения, выхода из меню без сохранения изменений параметров.
«Меню» «М» используется для перевода прибора в режим изменения параметров, а в режиме изменения – для выбора очередного пункта меню.
«Выбор» «↓» используется для перечисления подпунктов меню/значений параметров при работе в режиме их изменения.
«Запись» «╝» используется при выходе из меню – для сохранения новых выбранных значений параметров, при выходе из режима анализа кривой охлаждения – для сохранения кривой в памяти.
«+» и «–» используются в режиме измерения температуры для регулировки контрастности изображения на ЖКИ, в режиме просмотра кривой – для перебора точек кривой в сторону увеличения и уменьшения.
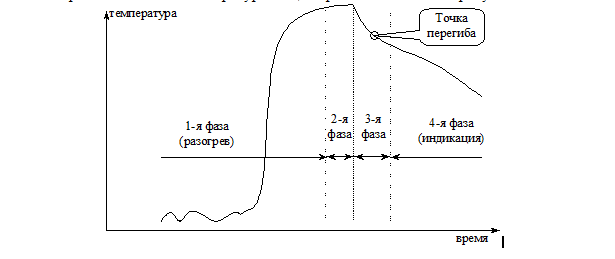
На служебной панели прибора (с левой стороны) расположены органы управления (см.рис.4):
1 – потенциометр регулировки термокомпенсации;
2 – потенциометр регулировки смещения;
3 – потенциометр регулировки коэффициента усиления;
4 – разъем для подключения адаптера питания;
5 – светодиод – индикатор зарядного тока;
6 – разъем для подключения кабеля от компьютера.
6. Порядок работы
В работе прибора можно выделить 4 режима работы:
6.1. Режим измерения температуры.
Этот режим работы по умолчанию выбирается после включения прибора или после завершения любого другого режима.
Текущая температура измеряется с дискретностью 8 раз в секунду и отображается на ЖКИ в верхней строке. В нижней строке отображается сообщение «Измерение t» и номер очередной кривой охлаждения, которая будет измерена и, по желанию оператора, сохранена в памяти.
6.2. Режим измерения кривой охлаждения.
В этот режим прибор переводится нажатием на кнопку «старт/стоп». В данном режиме значения температуры пробы расплава фиксируются через заданный постоянный интервал времени и заносятся в оперативную память.
В верхней строке ЖКИ отображаются значение температуры и порядковый номер точки кривой, а в нижней – параметры, характеризующие скорость уменьшения температуры и степень кривизны кривой охлаждения. Одновременно анализируется характер получаемой температурной кривой с целью выявления аномальных точек перегиба. Если такая точка будет выявлена, она индицируется в правой части нижней строки ЖКИ закрашенным прямоугольником размером в знакоместо и однократным звуковым сигналом. При выявлении в дальнейшем точки кривой с более выраженным перегибом, она будет запомнена в качестве аномальной, с той же индикацией. Таким образом, в результате анализа кривой охлаждения будет запомнена точка с максимальным перегибом, соответствующая температуре начала кристаллизации пробы расплава.
Точка перегиба запоминается только в том случае, если значение температуры выше нижнего предела рабочего диапазона измерения. для уменьшения вероятности ложных срабатываний прибора в процессе разогрева датчика. Остановка процесса анализа кривой может быть осуществлена вручную нажатием кнопки «старт/стоп» или автоматически. Автоматическая остановка производится прибором при выполнении одного из условий:
– после выявления последней аномальной точки прошло 20 секунд;
– значение температуры достигло нижнего предела измерения tликв;
– общее число точек кривой достигло предельного значения (600).
Остановка индицируется включением светодиода и подачей трехкратного звукового сигнала, после чего в верхней строке ЖКИ фиксируются значения максимальной зафиксированной температуры в данном сеансе анализа кривой охлаждения и температуры начала кристаллизации в виде “ t = t1 / t2 ”. В нижней строке – значение концентрации MgCl2 (в %) в соответствии с выбранной градуировкой.
Типовая кривая изменения температуры за цикл работы показана на рисунке:
1. Органы управления электронного блока.
Назначение кнопок передней панели (см. рис.3):
«ВКЛ» –включение/выключение питания прибора.
«☼» – включение/выключение подсветки ЖКИ.
«Старт/стоп» «►│●» используется для начала/окончания анализа кривой охлаждения, выхода из меню без сохранения изменений параметров.
«Меню» «М» используется для перевода прибора в режим изменения параметров, а в режиме изменения – для выбора очередного пункта меню.
«Выбор» «↓» используется для перечисления подпунктов меню/значений параметров при работе в режиме их изменения.
«Запись» «╝» используется при выходе из меню – для сохранения новых выбранных значений параметров, при выходе из режима анализа кривой охлаждения – для сохранения кривой в памяти.
«+» и «–» используются в режиме измерения температуры для регулировки контрастности изображения на ЖКИ, в режиме просмотра кривой – для перебора точек кривой в сторону увеличения и уменьшения.
На служебной панели прибора (с левой стороны) расположены органы управления (см.рис.4):
1 – потенциометр регулировки термокомпенсации;
2 – потенциометр регулировки смещения;
3 – потенциометр регулировки коэффициента усиления;
4 – разъем для подключения адаптера питания;
5 – светодиод – индикатор зарядного тока;
6 – разъем для подключения кабеля от компьютера.
6. Порядок работы
В работе прибора можно выделить 4 режима работы:
6.1. Режим измерения температуры.
Этот режим работы по умолчанию выбирается после включения прибора или после завершения любого другого режима.
Текущая температура измеряется с дискретностью 8 раз в секунду и отображается на ЖКИ в верхней строке. В нижней строке отображается сообщение «Измерение t» и номер очередной кривой охлаждения, которая будет измерена и, по желанию оператора, сохранена в памяти.
6.2. Режим измерения кривой охлаждения.
В этот режим прибор переводится нажатием на кнопку «старт/стоп». В данном режиме значения температуры пробы расплава фиксируются через заданный постоянный интервал времени и заносятся в оперативную память.
В верхней строке ЖКИ отображаются значение температуры и порядковый номер точки кривой, а в нижней – параметры, характеризующие скорость уменьшения температуры и степень кривизны кривой охлаждения. Одновременно анализируется характер получаемой температурной кривой с целью выявления аномальных точек перегиба. Если такая точка будет выявлена, она индицируется в правой части нижней строки ЖКИ закрашенным прямоугольником размером в знакоместо и однократным звуковым сигналом. При выявлении в дальнейшем точки кривой с более выраженным перегибом, она будет запомнена в качестве аномальной, с той же индикацией. Таким образом, в результате анализа кривой охлаждения будет запомнена точка с максимальным перегибом, соответствующая температуре начала кристаллизации пробы расплава.
Точка перегиба запоминается только в том случае, если значение температуры выше нижнего предела рабочего диапазона измерения. для уменьшения вероятности ложных срабатываний прибора в процессе разогрева датчика. Остановка процесса анализа кривой может быть осуществлена вручную нажатием кнопки «старт/стоп» или автоматически. Автоматическая остановка производится прибором при выполнении одного из условий:
– после выявления последней аномальной точки прошло 20 секунд;
– значение температуры достигло нижнего предела измерения tликв;
– общее число точек кривой достигло предельного значения (600).
Остановка индицируется включением светодиода и подачей трехкратного звукового сигнала, после чего в верхней строке ЖКИ фиксируются значения максимальной зафиксированной температуры в данном сеансе анализа кривой охлаждения и температуры начала кристаллизации в виде “ t = t1 / t2 ”. В нижней строке – значение концентрации MgCl2 (в %) в соответствии с выбранной градуировкой.
Типовая кривая изменения температуры за цикл работы показана на рисунке:
Дальнейшая работа возобновляется после нажатия кнопки «старт/стоп» или «запись». В первом случае полученный результат не сохраняется в памяти прибора, во втором – вся кривая записывается в память и сохраняется до очистки памяти от всех(!) кривых.
Дальнейшая работа возобновляется в режиме измерения температуры.
6.3. Режим изменения параметров.
Изменение параметров прибора организовано по принципу управления меню. В этот режим прибор переводится нажатием на кнопку «М» - «меню» из режима измерения температуры. Пункты меню выбираются повторным нажатием на кнопку «М» в следующем порядке:
a) очистка памяти;
b) тип градуировки;
c) частота дискретизации;
d) просмотр точек кривой;
e) ввод индивидуальной поправки;
f) корректировка часов реального времени.[1]
Выход из меню без изменения параметров осуществляется нажатием на кнопку «старт/стоп».
Выбор подпункта меню (изменение значения параметра) – кнопкой «выбор». Значения параметров для пунктов меню следующие:
a) для очистки памяти – “yes” / ”no”;
b) тип градуировки – «карналлит / хлормагний»;
c) частота дискретизации – 8 - 4 - 2 - 1 Hz;
d) просмотр кривой – номера кривых от 1 до максимального номера кривой, записанной в данный момент.
Каждое нажатие кнопки «выбор» сопровождается индикацией очередного значения параметра, а для последнего пункта – индикацией номера кривой и двух значений температуры: максимальной зарегистрированной для выбранной кривой и температуры начала кристаллизации.
После выбора нужного значения параметра для его запоминания нужно нажать кнопку «запись», при отказе от запоминания – кнопку «старт/стоп» (выход из меню) или «М» (переход к следующему пункту). Для первых трех пунктов «запись» приводит к очистке памяти или сохранению нового значения параметра, для последнего – к переходу в режим просмотра точек кривой. Номер точки и значение температуры индицируются в верхней строке ЖКИ. Переход к следующей/предыдущей точке выбранной кривой осуществляется кнопками <+> / <–>. Окончание просмотра значений кривой по точкам – нажатием «старт/стоп».
Выбор пунктов меню e) и f) осуществляется нажатием кнопки «запись», после чего значение индивидуальной поправки изменяется кнопками <+> / <–> и фиксируется повторным нажатием кнопки «запись».
Корректировка даты/времени встроенных часов осуществляется также кнопками <+>/<–>, а переход между группами корректируемых данных (месяц-день...) – кнопкой «выбор». Фиксация новых значений даты/времени производится нажатием кнопки «запись».
6.4. Режим передачи данных в компьютер.
В этот режим прибор переводится из режима измерения температуры автоматически при обращении к нему по последовательному каналу обмена.
Для активизации данного режима необходимо:
- выключить прибор;
- подсоединить кабелем из комплекта поставки прибор к свободному порту IBM-совместимого компьютера;
- включить прибор;
- запустить на компьютере коммуникационную программу.
Индикация режима – сообщение «Идет передача» на ЖКИ, присутствующее в течение времени передачи записанных кривых в компьютер. В зависимости от количества кривых и их длины время, необходимое для передачи, может колебаться от нескольких секунд до 2-3 минут.
7. Программное обеспечение.
Поставляемая в комплекте с прибором коммуникационная программа должна считывать все записанные кривые, отображать их на графике в желаемом масштабе, сохранять результаты в виде текстового файла, а также загружать и просматривать ранее сохраненные результаты.
[1] Для варианта прибора, оснащенного часами.
Дальнейшая работа возобновляется после нажатия кнопки «старт/стоп» или «запись». В первом случае полученный результат не сохраняется в памяти прибора, во втором – вся кривая записывается в память и сохраняется до очистки памяти от всех(!) кривых.
Дальнейшая работа возобновляется в режиме измерения температуры.
6.3. Режим изменения параметров.
Изменение параметров прибора организовано по принципу управления меню. В этот режим прибор переводится нажатием на кнопку «М» - «меню» из режима измерения температуры. Пункты меню выбираются повторным нажатием на кнопку «М» в следующем порядке:
a) очистка памяти;
b) тип градуировки;
c) частота дискретизации;
d) просмотр точек кривой;
e) ввод индивидуальной поправки;
f) корректировка часов реального времени.[1]
Выход из меню без изменения параметров осуществляется нажатием на кнопку «старт/стоп».
Выбор подпункта меню (изменение значения параметра) – кнопкой «выбор». Значения параметров для пунктов меню следующие:
a) для очистки памяти – “yes” / ”no”;
b) тип градуировки – «карналлит / хлормагний»;
c) частота дискретизации – 8 - 4 - 2 - 1 Hz;
d) просмотр кривой – номера кривых от 1 до максимального номера кривой, записанной в данный момент.
Каждое нажатие кнопки «выбор» сопровождается индикацией очередного значения параметра, а для последнего пункта – индикацией номера кривой и двух значений температуры: максимальной зарегистрированной для выбранной кривой и температуры начала кристаллизации.
После выбора нужного значения параметра для его запоминания нужно нажать кнопку «запись», при отказе от запоминания – кнопку «старт/стоп» (выход из меню) или «М» (переход к следующему пункту). Для первых трех пунктов «запись» приводит к очистке памяти или сохранению нового значения параметра, для последнего – к переходу в режим просмотра точек кривой. Номер точки и значение температуры индицируются в верхней строке ЖКИ. Переход к следующей/предыдущей точке выбранной кривой осуществляется кнопками <+> / <–>. Окончание просмотра значений кривой по точкам – нажатием «старт/стоп».
Выбор пунктов меню e) и f) осуществляется нажатием кнопки «запись», после чего значение индивидуальной поправки изменяется кнопками <+> / <–> и фиксируется повторным нажатием кнопки «запись».
Корректировка даты/времени встроенных часов осуществляется также кнопками <+>/<–>, а переход между группами корректируемых данных (месяц-день...) – кнопкой «выбор». Фиксация новых значений даты/времени производится нажатием кнопки «запись».
6.4. Режим передачи данных в компьютер.
В этот режим прибор переводится из режима измерения температуры автоматически при обращении к нему по последовательному каналу обмена.
Для активизации данного режима необходимо:
- выключить прибор;
- подсоединить кабелем из комплекта поставки прибор к свободному порту IBM-совместимого компьютера;
- включить прибор;
- запустить на компьютере коммуникационную программу.
Индикация режима – сообщение «Идет передача» на ЖКИ, присутствующее в течение времени передачи записанных кривых в компьютер. В зависимости от количества кривых и их длины время, необходимое для передачи, может колебаться от нескольких секунд до 2-3 минут.
7. Программное обеспечение.
Поставляемая в комплекте с прибором коммуникационная программа должна считывать все записанные кривые, отображать их на графике в желаемом масштабе, сохранять результаты в виде текстового файла, а также загружать и просматривать ранее сохраненные результаты.
Автор статьи:
Шкуряков Николай Павлович
Кандидат технических наук
190103, г.Санкт-Петербург, Дерптский пер.,13 пом 1Н
www.pribory-spb.ru e-mail:nshkur@yandex.ru